
We were discussing the types of lathe machines and their use, Different parts of the lathe machine and their functions and complete specifications of the lathe in our previous post.
We will now see the drilling machine and its types. We will also find out here the nomenclature and size of a drill machine with the help of this post.
Drilling machine
Drilling machine is one of the most important machine tools used in a workshop to produce holes in solid objects. The process of making a hole is called drilling. In drilling operation, work is clamped to the table and the rotating cutting tool called drill is fed into it.
Types of Drills
Drills are manufactured in a wide variety of types and sizes. The following types of drills are most widely used.
Flat drill
Straight-fluted drill
Twist drill
Oil hole drill
Center drill
Flat drill
Flat drill is shown in the following fig.1. It is a simple drill used to produce holes in softer materials like wood and plastic. It is made of tool steel. It has two cutting edges with a cutting angle varying from 900 to 1200 degree and relief angle at the cutting edge is 30 to 80 degree. The disadvantage of this type of drill is that its diameter is reduced as a result of sharpening the edges. The chips will not come out of the hole automatically.

Figure- 1
Straight fluted drill
Straight fluted drill is shown in the following fig.2. It has grooves or flutes running parallel to the drill axis. So chips can come out from the hole automatically. It is used for drilling brass and non-ferrous Materials.

Figure-2
Twist drill
Twist drill is the most widely used tool in modern drilling practice. It consists of a cylindrical body
or drill. Twist drills are usually made of high speed steel. The twist drill consists of two main parts called shank and body. The shank is the part held in a drilling machine for driving (rotating) the drill. The body is the cutting unit with flutes, cutting edges and drill point.
The twist drill bits are classified into two types
Parallel shank twist drill
Taper shank twist drill
Parallel shank twist drill
Parallel shank drills are held in a drill chuck. Depending upon the length of the drill, these are subdivided into three series.
Short series (jobber) twist drill
Stub series twist drill
Long series twist drill
In a jobber drill, the diameter ranges from 0.2 mm to 16 mm. The long series with a diameter
ranging from 1.5 mm to 26 mm and the stub series diameter ranging from 0.5 mm to 40 mm are
used for special jobs.
Taper shank twist drill
These drills fit into the internal taper of the drilling machine spindle. The shank for these drills confirms to morse tapers as displayed here in the following figure 3.
Figure 3
Oil hole drill
It is used for drilling deep holes. It has holes through the body of the drill from the shank to the point to carry oil directly to the cutting edges. Cutting fluid or compressed air is forced through the holes to the cutting point of the drill to remove the chips, cool the cutting edge and lubricate the machined surface as displayed in the figure 4.
Figure 4
Center drill
A center drill is a two-fluted twist drill with a straight shank. It is used to make the center holes on the end of the shaft as displayed here in the figure 5.

Figure 5
Twist Drill Nomenclature
Drill nomenclature consists of various parts and geometric parameters as shown in the figure 6.

Figure 6
Body : - The fluted portion of a drill.
Shank : - It is the part held in the holding device.
Flutes :- The helical grooves cut or formed in the body of the drill to provide cutting edges
and permit removal of chips and allow the cutting fluid to reach the cutting edges.
Dead center : The dead center or chisel edge of the drill is the sharp edge at the extreme tip end of the drill.
Helix angle :- The angle between the drill axis and the leading edge of the land.
Rake angle :- The angle between the face and line parallel to the drill axis and is equal to the helix angle at the periphery.
Lip relief angle : The included angle of a cone formed by lips. Recommended values of various angles of a drill are shown in the following figure 7.

Drill Size
The size of a standard twist drill is specified by four ways.
Fractional sizes
Number sizes
Letter sizes
Metric sizes
Fractional sizes:
These are also called inch drills. The size ranges from 1/64" to 5" diameter.
Each successive drill is 1/64", longer up to 13/4". The diameter of successive drill gradually increases.
Number sizes:
The drill sizes range from No. 1 to No. 80. Number 80 is the smallest having a
diameter equal to 0.0135 inch and the number 1 is the largest drill having diameter equal to
0.228 inch.
Letter sizes:
This series of drills is designed by letters from `A' to `Z'. `A' represents the smallest
size and `Z' the largest size.
Metric sizes:
The drills are available from 0.20 mm to 100 mm in steps of 0.02 mm up to 1 mm,
0.05 mm steps up to 3 mm, and afterwards in gradually rising steps.
Types of Drilling Machines
Drilling machines are manufactured in types and sizes to suit the different types of work. The
different types of drilling machines are as follows
Hand drill
Portable drilling machine
Sensitive drilling machine
Pillar drilling machine
Radial drilling machine
Gang drilling machine
Multi-spindle drilling machine
Numerically controlled drilling machine
Hand drill
A hand drill, as displayed here in the following figure, is used for drilling small holes. The handle of the hand drill is held in the left hand while the right hand turns the crank, which in turn causes the drill to rotate.
Portable drilling machine
A portable drilling machine is a small and compact machine as displayed in the following figure. It is used for drilling holes in any position which is not possible with the vertical drilling machines. These machines are used for drilling holes up to 18 mm diameter.

Figure 8
Sensitive drilling machine
It is a small drilling machine designed for drilling small holes. The base of the machine is mounted on a bench. The drive mechanism of a sensitive drilling machine consists of V-belt drive from the motor shaft to the drill spindle. A three or four-stepped cone pulley is provided to give a required speed range. No gears are used in the drive. The handle through a rack and pinion arrangement gives vertical movement to the spindle.
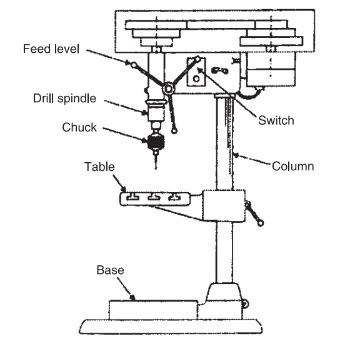
Figure 9
We will see now work holding and tool holding devices in the drilling operation.
Reference
Engineering Practices by Mr. S. SUYAMBAZHAHAN











No comments:
Post a Comment